
1·生产工艺流程及技术参数
1.1 生产工艺流程
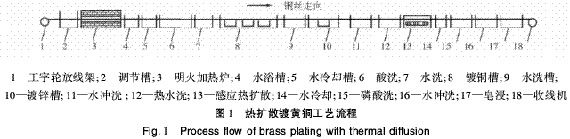
热扩散镀黄铜工艺:放线→表面调节→明火加热+水浴热处理→水冷却→酸洗→水洗→镀铜→水洗→镀锌→水洗→热水洗→感应热扩散→水冷却→磷酸酸浸→水洗→皂浸→收线,其工艺流程如图1所示。
1.2 技术参数
(1)可同时运行42~56根直径0.76~3.2mm钢丝;
(2)钢丝运行方式为直线浸入式,钢丝运行间距15~20mm;槽体总宽度1100mm;
(3)钢丝运行标高+915mm,微张力运行;
(4)Dv=80mm·m/min,年生产能力1万~1.5万t;
(5)生产线长度260~280m。
2·主要组成部分功能特点
2.1 收放线
收放线时,钢丝处于一定的恒定微张力下,使每根钢丝完全同步,避免钢丝绞丝。张力根据钢丝的直径来确定,张力太大,易磨损导线孔,还会造成钢丝在热处理炉中有伸长,使电镀后的钢丝破断拉力值降低,影响后续的水箱拉拔;张力太小,钢丝易跳出放线工字轮而断丝,或者造成钢丝在热处理炉中绞丝,使钢丝加热不均匀,影响钢丝的力学性能。
2.2 调节槽
调节槽也叫脱脂槽,是为热处理做准备的,可以看作热处理的一部分。在生产中,脱脂槽必须连续工作,先洗去钢丝表面因拉拔而残余的硼砂或皂粉,后涂上均匀的脱脂液,其目的是使钢丝表面获得均匀一致的色泽,使钢丝在炉内能均匀地接受辐射加热,以便使每根钢丝线温相同。脱脂液能控制钢丝在炉内的升温速度并控制钢丝在炉中的氧化过程,易于后续酸洗。
2.3 明火加热和水浴热处理
钢丝在中丝拉拔中,由于晶格歪扭、晶粒破碎等原因,出现冷加工硬化现象,需要对其进行热处理,以便后续的水箱拉拔。明火炉加热分4段连续进行,*段炉温1000~1040℃;第2段1010~1050℃;第3段1000~1040℃;第4段950~960℃,要控制好各加热段的CO含量。钢丝热处理温度变化如图2所示。
钢丝在620℃时形成氧化皮,吸热加快,升温加快。在750℃左右,钢丝组织发生相变,需吸热,所以出现一个温度平台。在950℃左右保温,让残余渗碳体通过原子扩散逐步融入奥氏体中,并使奥氏体均匀化,如果保温不充分,融入奥氏体中的碳就少,会降低钢丝的强度。如果钢丝在高温区时间过长,奥氏体晶粒生长过大,随着晶粒的长大,在晶粒的交界处(晶界)P,S等有害元素大量聚积,也会影响钢丝的强度。晶粒相对较小时,有害元素易被分离,对晶格的影响就小。
奥氏体化后的钢丝进入水浴溶液替代铅液完成等温索氏体转变,其原理是通过向水中添加水溶性的高分子化合物,改变水浴溶液中固、液、气三者之间的表面张力,人为地保持和稳定膜沸腾状态,加大膜沸腾的时间,从而降低液体中钢丝由650℃到500℃的冷却速度,保证索氏体组织转变所需的时间(相当于钢丝在铅时间),钢丝索氏体转变完成,达到与铅浴热处理同样的效果。根据试验数据做出的钢丝在水浴(含添加剂)溶液中的冷却曲线与铅液、水冷却曲线对比图如图3所示。由图3可以看出,由于汽化热的作用,蒸汽膜在650~500℃能够使钢丝缓慢均匀地冷却(与铅浴处理非常相似的冷却段),大概有8~18s的稳定转变过程,在此时间段内,完全可实现索氏体的等温转变。
水浴热处理过程中,钢丝和水不直接接触,钢丝通过蒸汽膜与水进行热交换,实现钢丝的慢速冷却。钢丝在任何时候都不能与水接触(图4),在转变未完成之前,钢丝必须被膜态沸腾产生的蒸汽膜所包围。转变没有结束,钢丝与水接触会形成马氏体。水浴淬火工艺采用双段水浴淬火,分为水浴Ⅰ—空冷—水浴Ⅱ,各段的长度对钢丝的淬火状态有直接的影响,在水浴淬火的过程中,主要控制的工艺参数是水浴Ⅰ长度、空冷长度和水浴Ⅱ长度。钢丝在水浴Ⅰ中的组织是过冷奥氏体,在空气段中开始由过冷奥氏体转变成为索氏体(相变放出的热在空气后段使钢丝又变红),水浴Ⅱ中得到更多的索氏体,在出水浴Ⅱ后钢丝组织转变的过程基本结束,*终得到索氏体组织的钢丝。
2.4 水冷却
热处理后,钢丝在进入下道工序之前要进行冷却。
2.5 酸洗
酸洗是利用钢丝和盐酸反应生成的氢气来剥离氧化皮,其目的是除去钢丝加热过程中产生的氧化物。一般来说,在盐酸溶液中会发生如下反应。
Fe2O3+6HCl=2FeCl3+3H2O,
Fe3O4+8HCl=2FeCl3+FeCl+4H2O,
FeO+2HCl=FeCl2+H2O,
2FeCl3+Fe=3FeCl2,
Fe+2HCl=FeCl2+H2↑。
酸洗过程中,有2/3的盐酸和钢丝反应,1/3和氧化皮反应。
2.6 水冲洗
酸洗后水冲洗是为了洗去钢丝表面的残余盐酸。